

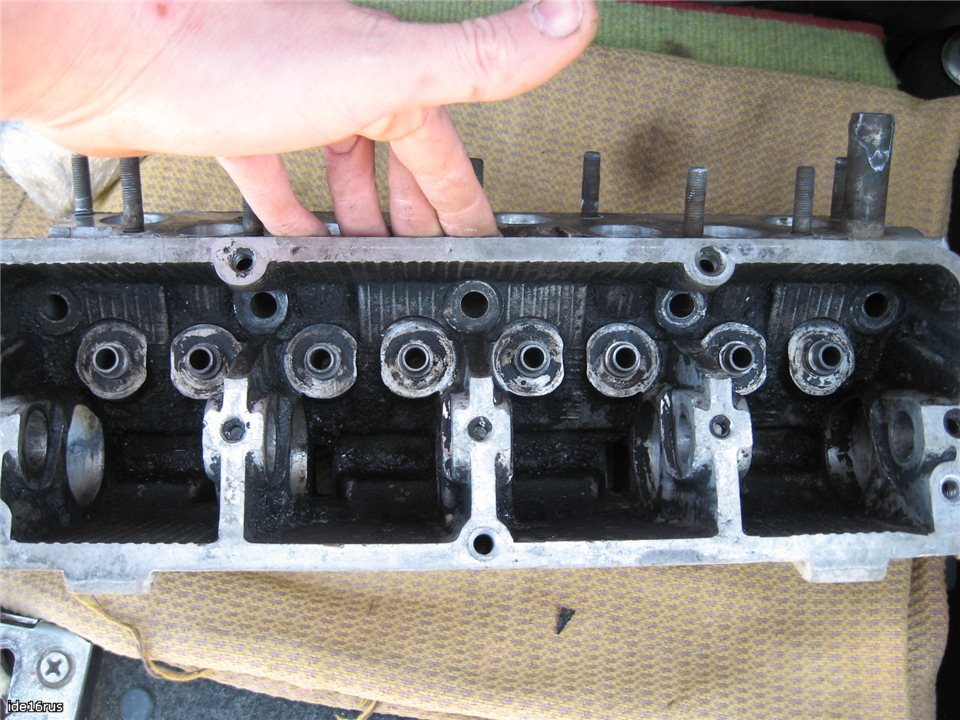
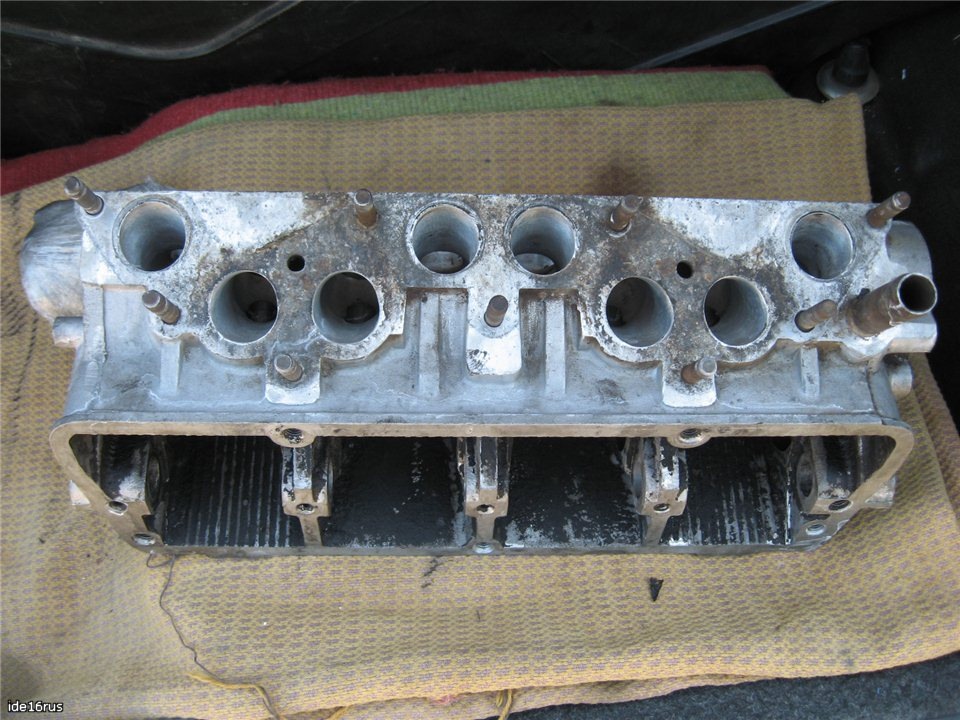
После замены сёдел и направляющих втулок в промышленных условиях на автоматизированных станках, а также фрезеровки плоскости ГБЦ на 1,6мм "головушка" отправилась домой. Пока только фотки, сделанные моим знакомым, который её забрал на фирме и отправил ко мне.
Конфа:
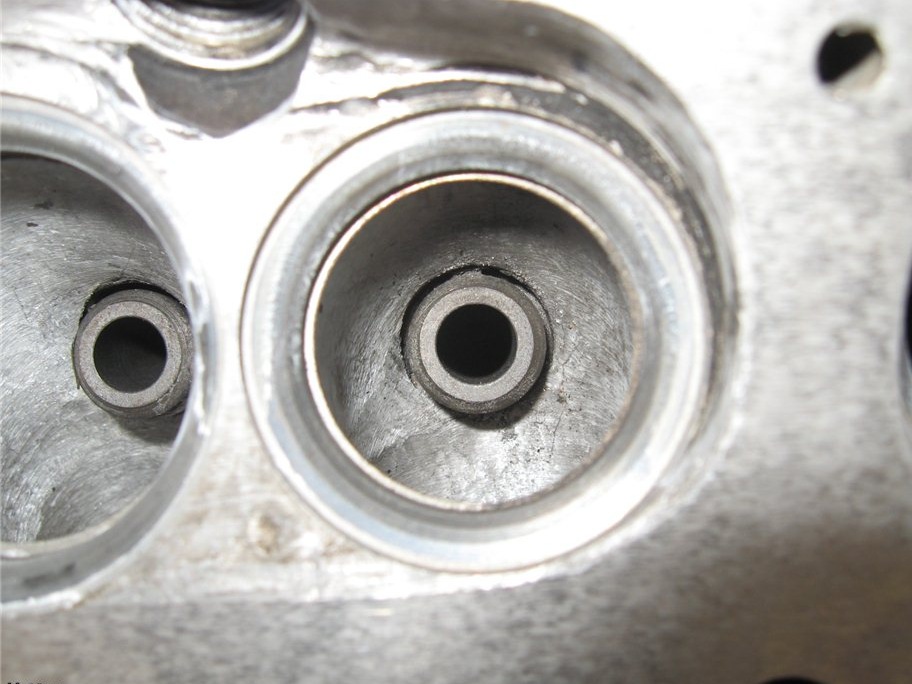
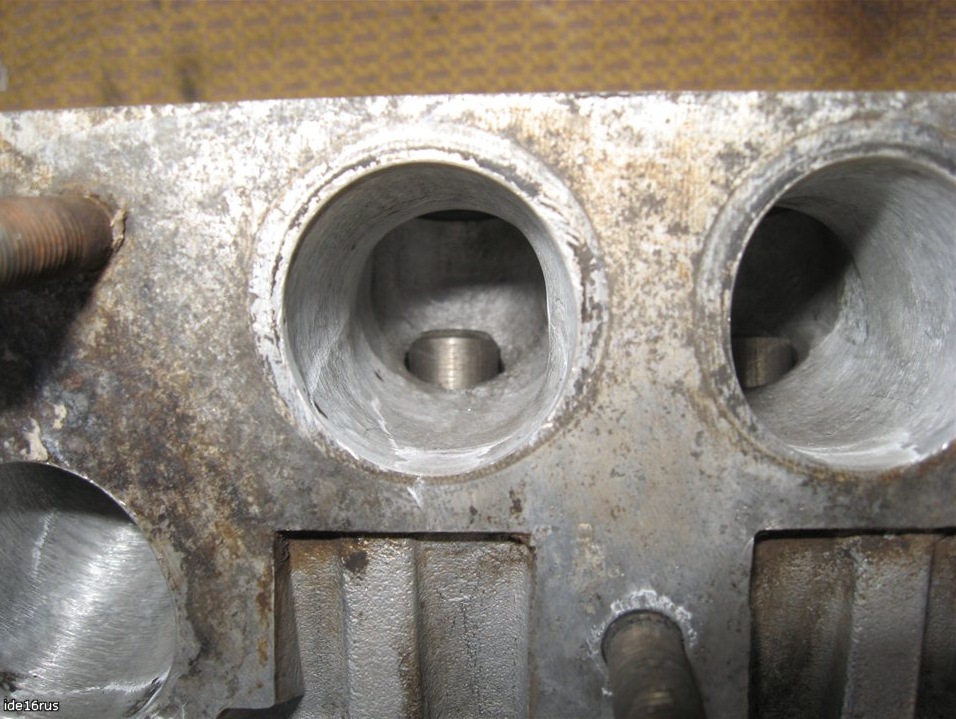
Направляющие фулки: металлокерамика
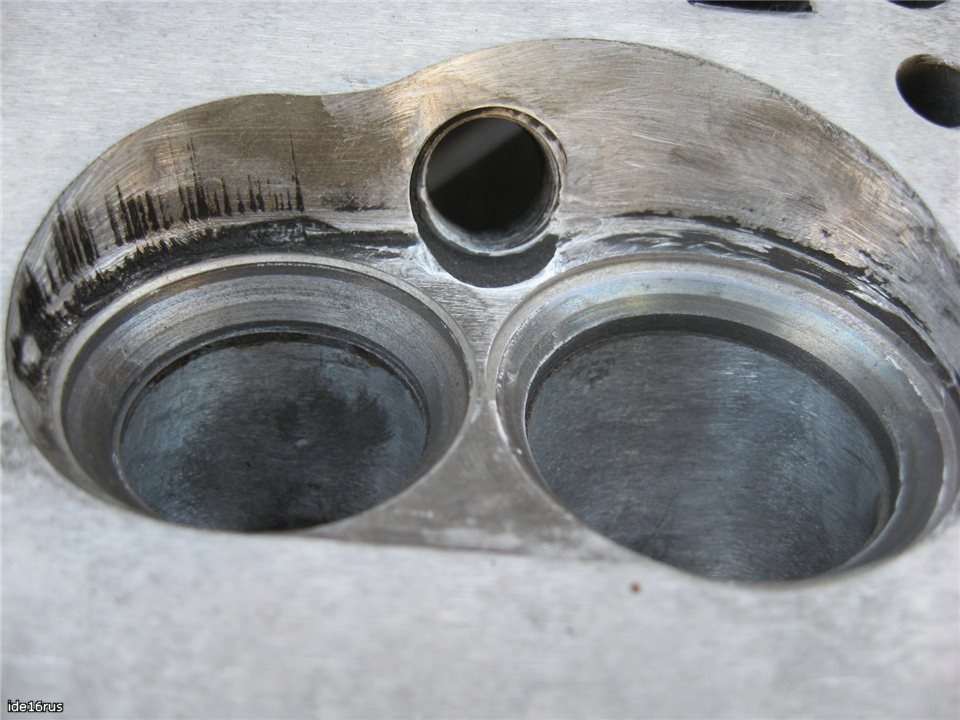
Сёдла: утопленные отн-но плоскости камеры сгорания примерно на 1мм, диаметры под клапана 37мм впуск и 31,5мм выпуск (ваз-21083 сток). То, что сёдла явно больше в диаметре, отлично видно по ступенькам, образовавшимся между каналами и сёдлами. Рубашка охлаждения таврической ГБЦ без проблем позволяет посадить сёдла от ваз-ов 1,5л (будь то классика или девятка, т.к. диаметры тарелок клапанов и их стеблей одинаковые, только у классики стебли длиннее и сухари одновыемковые).
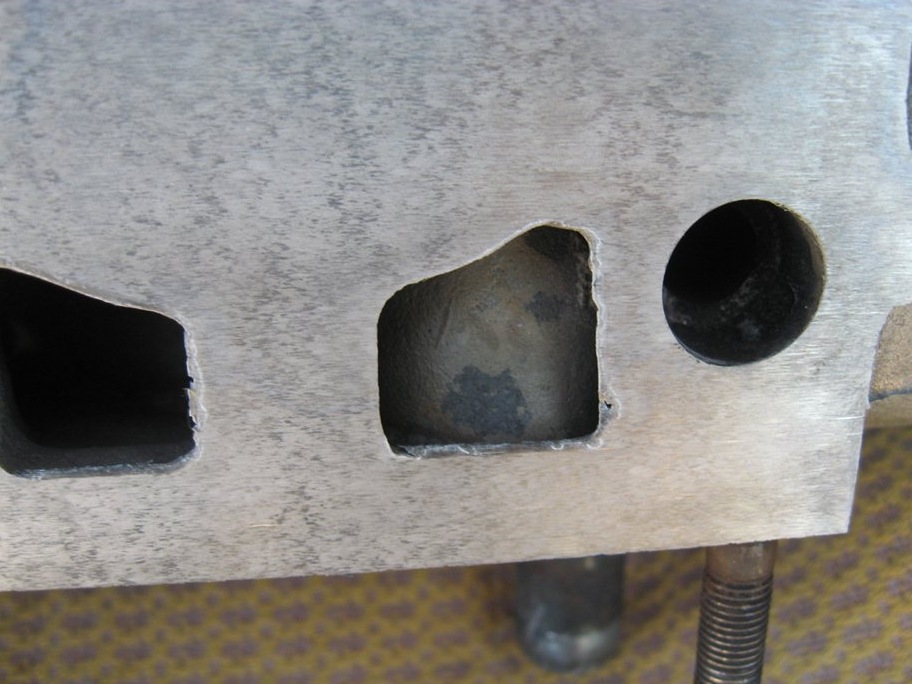
Плоскость: отфрезерована на 1,6мм. Изначально я хотел 2мм. На месте мастер детально осмотрел рубашку охлаждения ГБЦ и сказал, что по-настоящему безопасно отфрезеровать можно только на 1,6мм, и при этом быть полностью уверенным, что нигде ни прокладка не продавит рубашку, ни давлением газов не прорвёт… С опаской можно пилить на 1,8мм, но в р-не 1го и 4го цилиндров сзади (со стороны коллекторов) остаётся слишком тонкий слой металла рубашки охлаждения, менее 1мм. И хотя он расширяется клиновидным образом к самой камере, но по этим тонким краям как раз проходит металлический обод прокладки и им запросто может проломить рубашку охлаждения, и тогда гбц в помойку… ну или пытаться наварить там алюминия, а затем опять фрезеровка, да и не факт, что получится ровно и надёжно для форсированного двигателя…
В конце по моей просьбе сделали тщательную опрессовку рубашки охлаждения и установили, что проблем нет, утечек нет, слабых мест — нет.
Теперь предстоит муторная работа по тщательному выведению поверхности каналов, формы камер сгорания, выведение их в одинаковую форму и выведение объёмов всех камер с точностью до 0,1мл. Посмотрим… сделаю, что смогу.
Головка будет укомплектована клапанами 21083 (1,5л) собственной методики "облегчения". Ж-) Так как клапана 2108 являются более короткими, чем стандартные таврические, притом короче они на добрых 4-5 мм, то изначально была мысль поставить клапана от классики, но потом пришла мысль немного утопить сёдла и тогда 2108 клапана встают буквально на 1-1,5мм ниже таврических. Эти 1,5мм легко компенсируются выкручиванием упорного винтика на рокере без последствий для неравномерного износа, при этом слегка поджимаются пружины (условно говоря даже просто стоковые пружины станут более жёсткими) и получаем самое главное — надёжные сухари с трёхзаусенцовым зацепом!
Далее будет приобретена новая ось коромысел с новыми коромыслами в сборе. Ось будет обязательно доработана в плане "кольцевых канавок" под рокерами для обеспечения равномерной масляной подушки по всей поверхности рокера, а не так, как в стоке, когда масляное пятно находится только в радиусе маслоподводящей дырки, а по кругу уже не доходит… Кто делал кольцевые канавки под рокерами, утверждают, что весь привод клапанов сразу начинает работать на много тише и пропадает противное тарахтенье/клацанье… В моём же случае клацанье будет очень жестокое, т.к. все облегчённые клапана очень хорошо звенят по сравнению со стоковыми, поэтому от них стоит клацанье немилосердное… :(
Кроме того мастер нарезал станком рабочие фаски так, как нарезают для стоковых двигателей. Они попадают аккурат в серединку широкой фаски клапана. Это идеальный вариант для долгой и счастливой жизни обычного стокового мотора. Мастер молодец! Но мне то нужно не это… Поэтому рабочие фаски будут "раздвинуты" дальше к наружней части диаметра, немного расширены (примерно до 2мм шириной), а на клапанах рабочая фаска наоборот будет порядка 1мм на впуске и 1,6мм на выпуске. Таким образом удастся максимально расширить открываемое клапаном сечение в начале открытия или в конце закрытия…
В общем, посмотрим, что за дикая хрень у меня получится… Теперь уже на степень сжатия выше 10:1 я особо не расчитываю. До фрезеровки и со старыми клапанами объём расточенной камеры сгорания составлял порядка 24,5куб.см. (в стоке 23куб.см). С плоскости снято 1,6мм. В принципе, есть надежда, что такая глубина фрезеровки позволила вычесть из объёмов камер по 5 кубов в среднем. Поэтому конечный объём камеры не должен превышать 20 куб.см. Но при этом ещё не известно какой там реальный объём в выемках поршней+недоход+прокладка… Поэтому выше, чем на 10:1 я не расчитываю. Хотя, думается, при хорошем впуске и не менее хорошем выпуске (а он уже готовится и почти что прямоток), моторчик должен задышать по-новому.
Увидим…
P.S. А, совсем забыл уточнить про утопленные клапана… В общем, щас вокруг сёдел со стороны камеры сгорания идёт ступенька из-за их утопленности. Так вот эта ступенька будет срезана в подобие "конуса", но со скруглёнными стенками. В общем, колоколообразная форма… Это будет выполнено с помощью мелкой шлифовальной машинки со специальной шаровидной фрезой, диаметром 8мм. Но максимальное раскрытие конуса не составит более 60 градусов (т.е. касательная, проведённая к кривой выгиба стенки от седла не будет наклонена более 60 градусов). Смысл в том, что это есть особая аэродинамическая задумка. Т.е. седло+форма тарелки клапана+этот конус являются особой аэродинамической фишкой, направляющей поток влетающей топливной смеси под острым углом к стенкам камеры сгорания, благодаря чему не должен наблюдаться эффект "врезания" смеси в стенку камеры (с той стороны, где стенка совсем близко), и смесь более внятно должна влетать в цилиндр, не создавая лишних турбулентностей возле стенки камеры сгорания. При всём при этом за счёт утапливания в закрытом состоянии клапана должны образовывать днищами своих тарелок единую гладкую плоскость с плоскостью дна камеры сгорания. Это благотворно сказывается на распространении фронта горения и равномерности давления по всей длине камеры от свечи до противоположной стороны. Теперь никаких более перепадов давления в тех местах, где заканчиваются тарелки клапанов, выше детонационная устойчивость… кроме того равномернее распространение фронта пламени.
Этот вопрос обсуждался на кафедре двигателестроения Казанского Авиационного Института (ныне КГТУ им. Туполева) и по крайней мере по теоретическим оценкам всё должно быть так, как я описал выше.











Комментарии 5
Отлично!
Ждем продолжения и окончательной сборки!
Точно не мыли. Я позвонил — не мыли и в стоимость не включили. Забыли, типо Ж-) Ну да это фигня — сам отмою не хуже.
По поводу прокладок — поглядим… Надо ещё листовую медь найти отожжёную то…
"и получаем самое главное — надёжные сухари с трёхзаусенцовым зацепом!"
А таврийные ненадежны? У нас один чел развалил себе ГБЦ на 5500-6000 об\мин,
но он был любитель из говна собирать. Других случаев развала ГБЦ я не знаю.
ГБЦ тебе херово отмыли. ИЛи вообще не мыли.
Я когда из МоторТехнологии забирал, она была девственно чистая, как вчера отлили.
Я чуть не упал когда увидел. Абсолютно чистый металл.
Спросил чем моют — "секрет фирмы".
И еще. Ставь сразу нормальные прокладки под коллекторы.
Впускной можно из паронита оставить, а вот выпуск лучше из отожженной меди
0.8-1мм. Отлично уплотняет и никогда травить потом не будет.
хороша башка!
Полуфабрикат Ж-) Ещё доводить и доводить… Вот когда будет готово — буду хвалиццо творчеством Ж-) Пока шо промежут вариант.