

Поигравшись с доводкой оси Z понял, что у станка сейчас два узких места и оба связаны с осью Z.
Первое, что бесило, это вылет шпинделя, с которого все проблемы и идут. Свисает, создает момент. Если посадить новый двигатель, то придется добавить переходную пластину на 6-10мм, которая усугубит вылет. И если с вертикальными люфтами я почти справился, то горизонтальные никуда не делись.
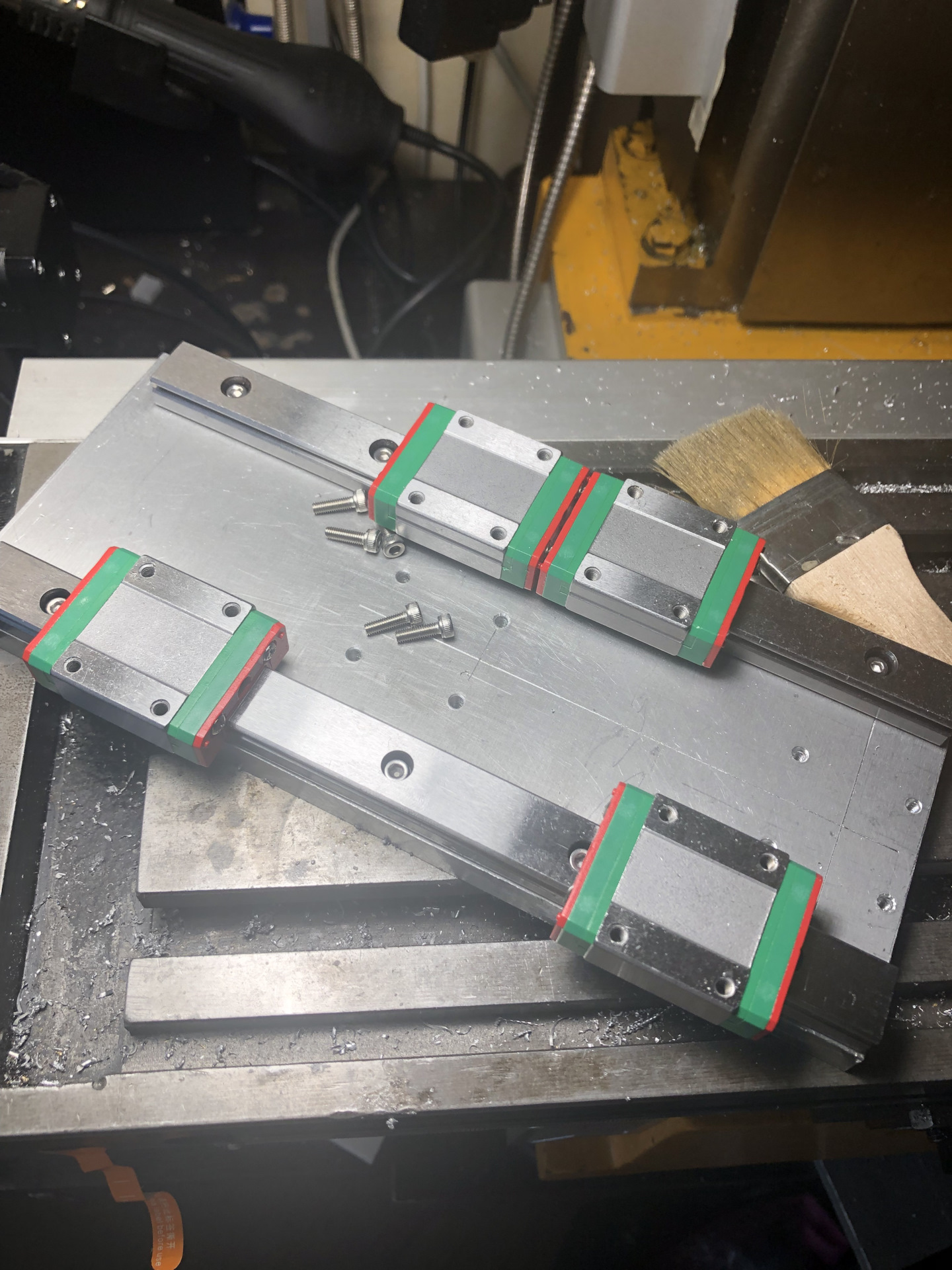
После того, как я добавил втулки, более четко стал выделяться люфт кареток на оси X, на которые изначально возлагал излишние надежды и надо было слушать более опытных и ставить не пару кареток, а две пары.
Ширина пары кареток, это уже 84мм, что на 24мм шире моих 60мм. Кто-то их ставит еще шире, но я не хочу терять перемещения по оси Х, без серьезных причин. Поэтому, решил ограничиться 84мм.
А дальше, все по примеру статьи "Переделка 3018 PRO на линейные рельсы. ОСЬ Z".
Все мне в этой оси нравилось, вот только есть нюансы.
Рельсы я хотел использовать 15мм, потому что уже были планы на рокировку кареток между X и Z. Нижний подшипник KFL08 ставить нельзя, скушает место, которого и так нет.
Кареток всего пара широких, а я уже видел, чем это для меня окончилось на оси Х, где как раз именно в продольном направлении все люфты.
Если посмотреть на станки, от профессионалов, которые делаются на заказ, то можно обратить на интересную особенность оси Z. Она длинная.
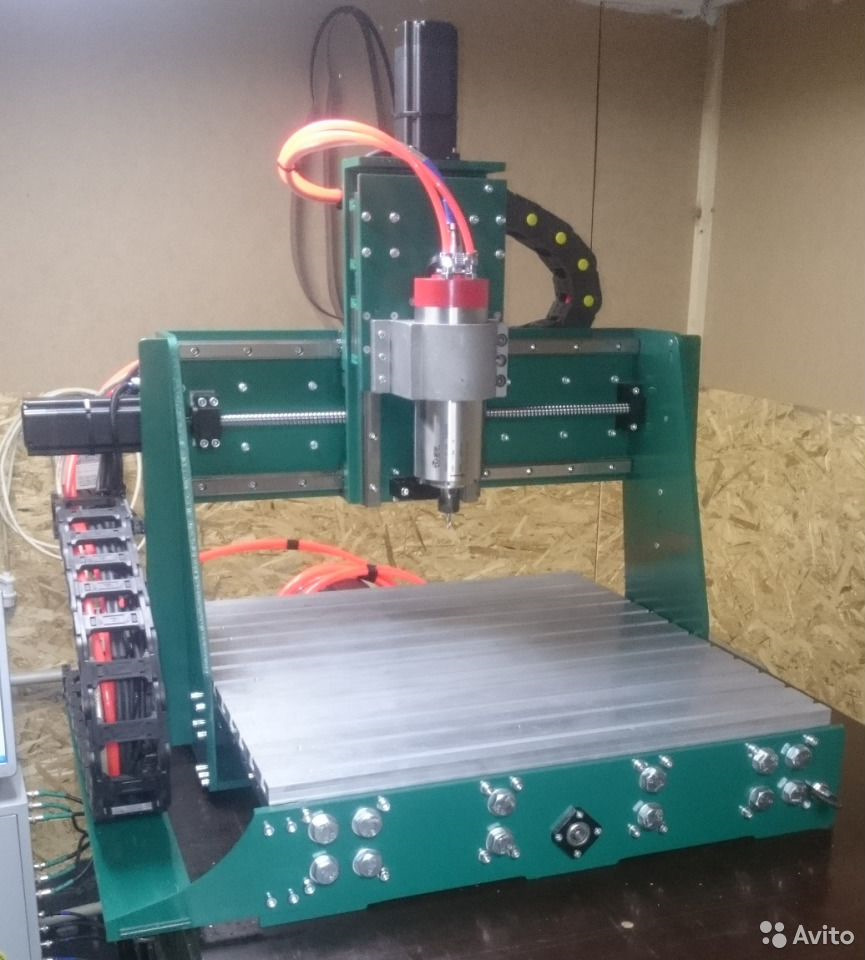
Т.е. если сравнить отношение длины направляющих к ходу, то получится 2:1 или больше. Хотя при коротких направляющих есть соблазн ограничиться короткой кареткой, ведь этот узел гнуться не должен. Видимо, проблема именно с самими направляющими MGN15 и каретками и единственный способ уменьшить люфт в этом узле, именно изменение соотношения длины оси Z к ее ходу с использованием широких и длинных кареток.
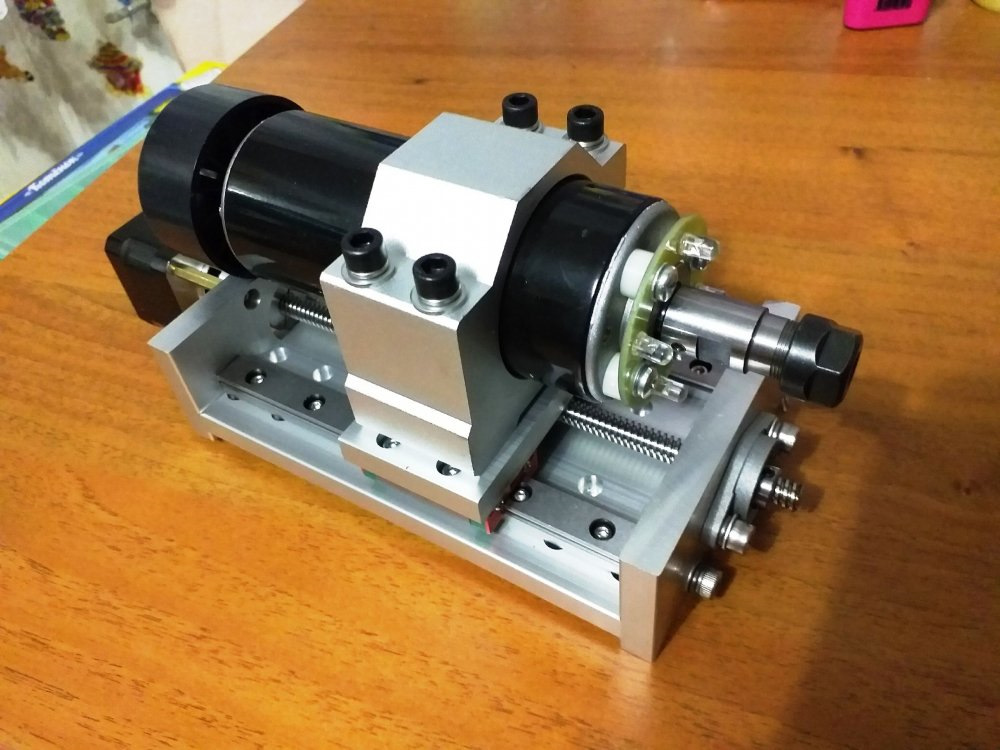
И еще один момент, который меня немного напрягал, это длина шпинделя. Как самого в сборе, так и нижней части, в которой крепятся цанги, так и двигателя.
У меня было такое ощущение, что потяни я за верхнюю часть или за низ и за счет момента, противоположную часть поведет в другую сторону.
Поэтому я купил еще один хомут, чтобы разместить его рядом с первым, чуть выше. Но, это уже мои тараканы, так что, не обращайте внимания.
В остальном, все начал делать по конструкции с форума.
Набросал чертеж на листке бумаги, с учетом всех необходимых размеров. И попытался перевести его в SolidWorks. Получалось туго.
Пригласил товарища, чтобы помог. Он раскритиковал мой комп, сказав что тот слишком тормозной, по сравнению с тем, что я собрал ему на 10-м поколении Intel i5 и SSD Samsung 970 EVO+. Перешли к дегустации коньяков, в итоге еще день я потратил на переустановку "солида", думая что дело в нем.
На следующий день, просто положил лист 10мм аллюминия на фрезерный стол Корвета 414 и стал размечать на нем отверстия и чертить контуры. Детали все плоские, простые, просто нужно насверлить точные отверстия.
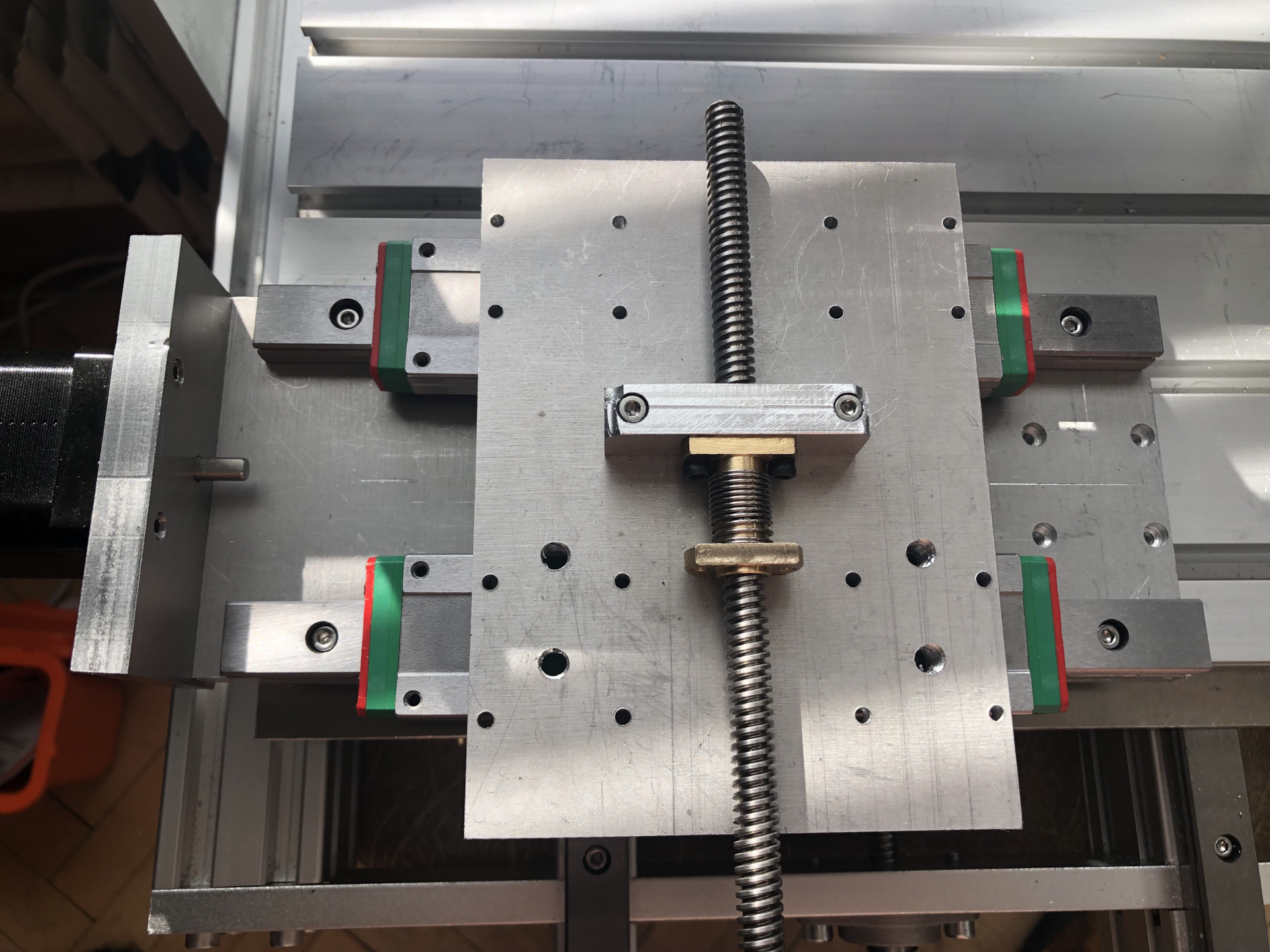
Сделал первую пластину, установил рельсы.
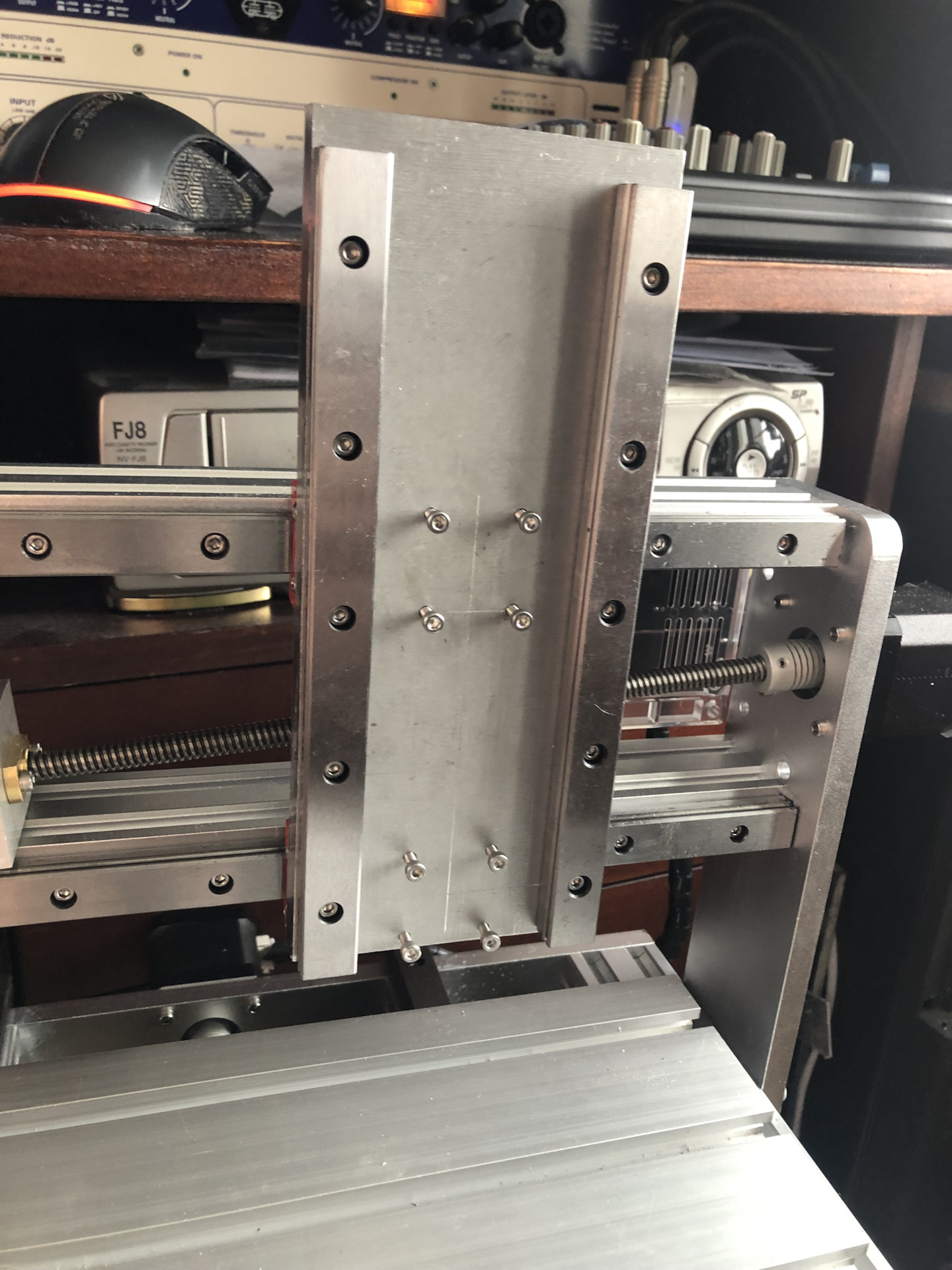
Потом попробовал ее установить на ось X, чтобы проверить скольжение кареток.
Через некоторое время удалось собрать уже нечто, осмысленное.
Но это просто промежуточная сборка, потому что пришлось собирать винт с гайкой,
катать его для проверки работы, ставить подшипник в конец оси, чтобы вал не гулял.
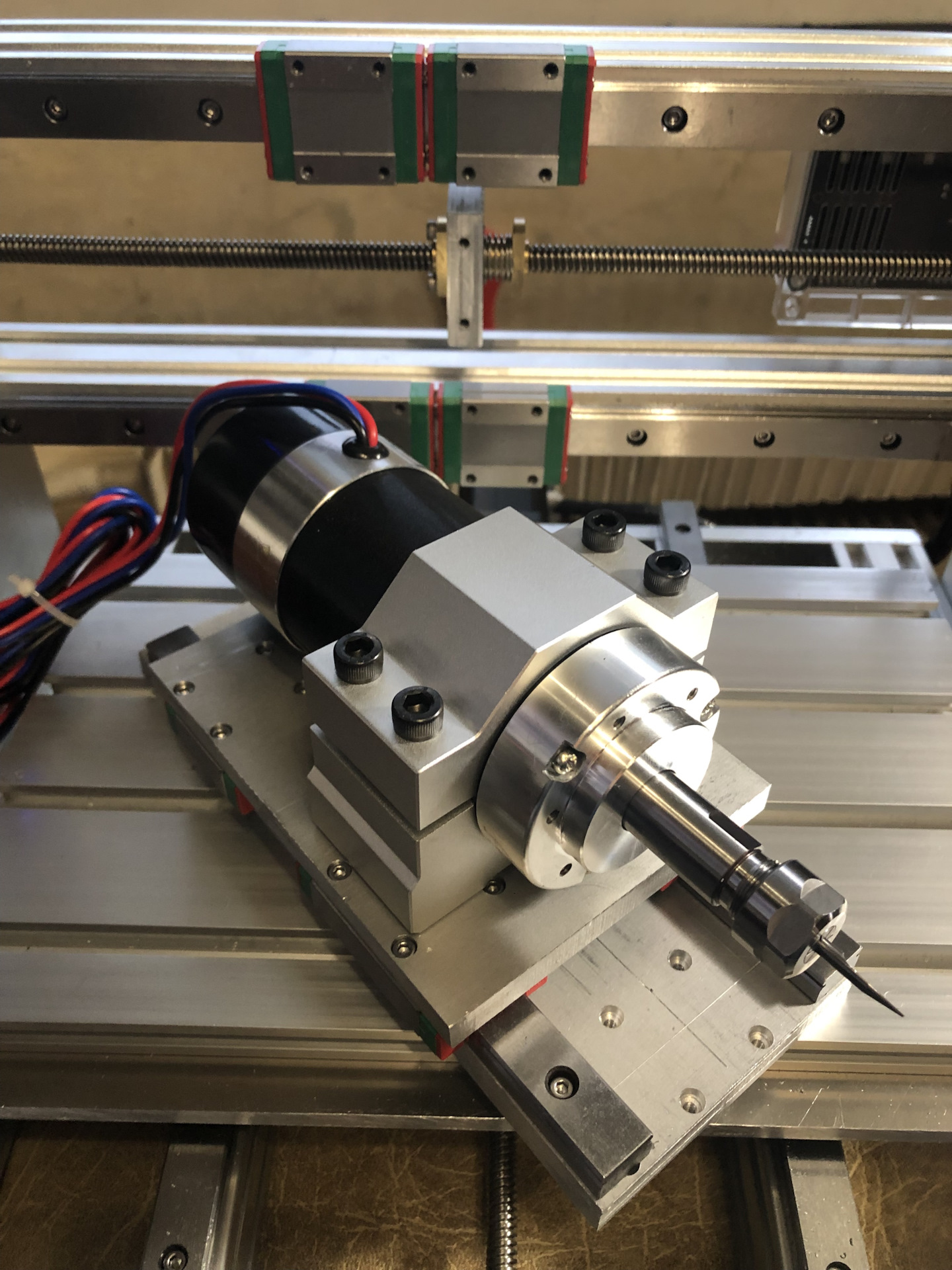
В конечном итоге, сборка перекочевала на ось X.

А потом и остальное, включая шпиндель.
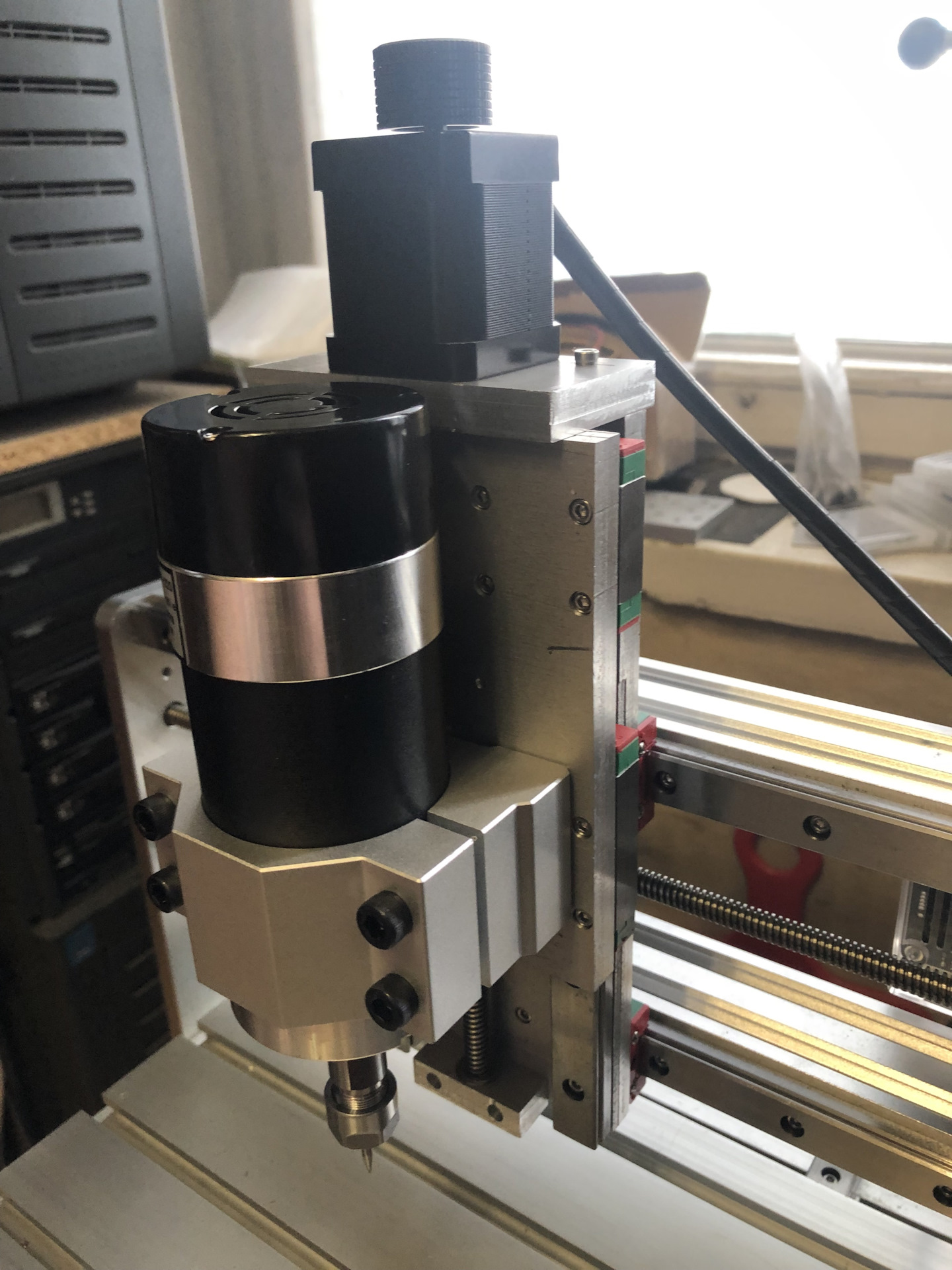
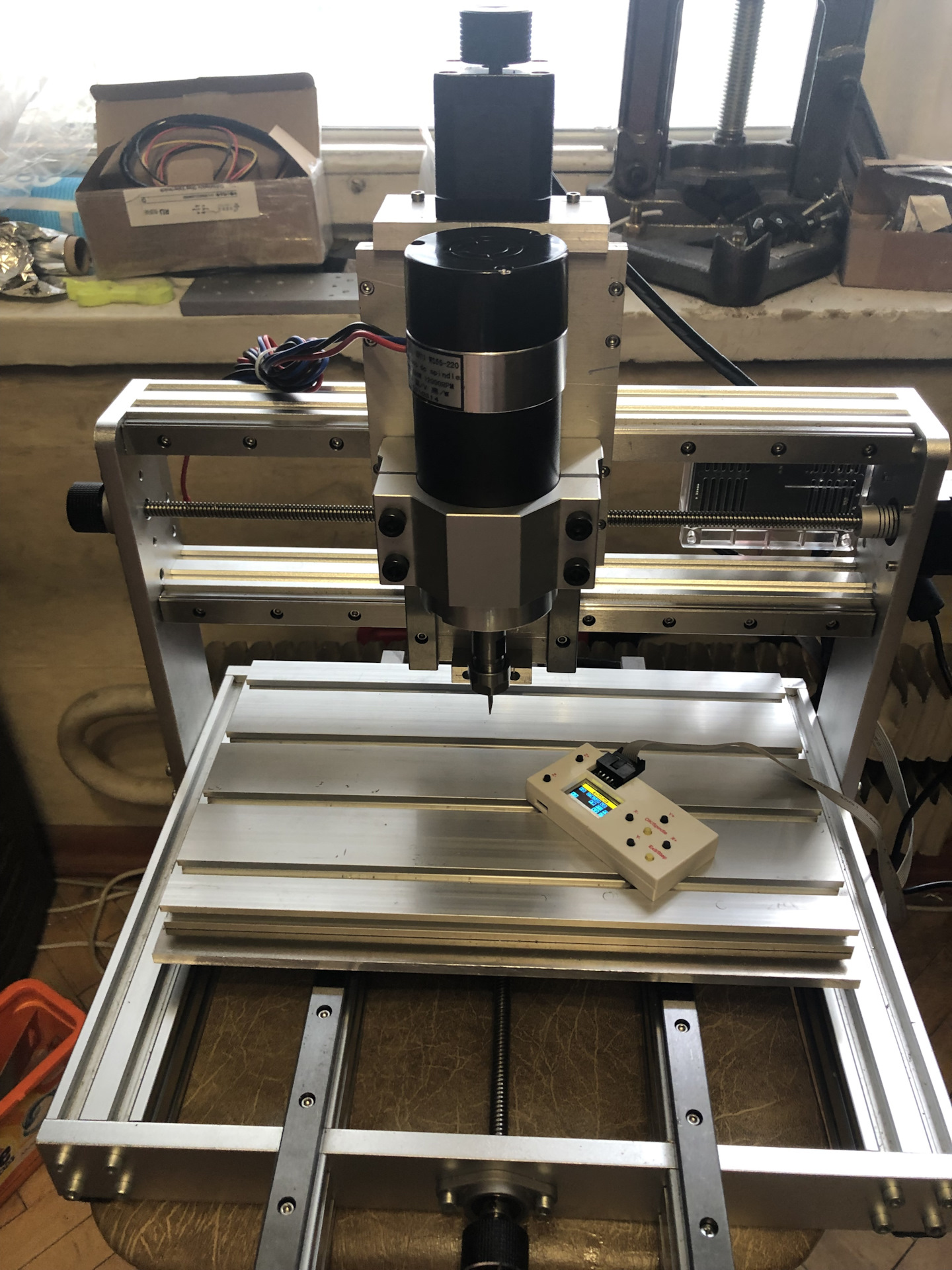
Особая гордость у меня в том, что если обратить внимание на то, как близко катается шпиндель от шагового двигателя и его платформы, можно подумать, что они могли бы друг другу мешать и случайно встретиться.
Так вот, это невозможно по двум причинам. Потому что между ними есть расстояние и шпиндель может подниматься вверх и не касаться платформы и шаговика. А еще потому, что из-за большой длины оси Z, я могу установить шпиндель просто чуть ниже и он никогда даже не приблизится в верхней платформе.
Навеяло рассказами умельцев, у которых моторчики не влезали и мешали шпинделю или его крыльчатке. Я пока собирал всю конструкцию, пальцы скрещивал, чтобы так не получилось. Тут сыграла высота рельс MGN15, толщина пластины кареток и немного везения. Если бы не повезло, то я бы просто опустил шпиндель на 20мм ниже и решил бы проблему.
На самом деле, я уже думал про то, что если бы стоял Nema 23, например. То уж за него бы шпиндель точно бы зацепился. Именно поэтому я заказал себе еще один Nema17, 60мм, на случай, если вдруг мощности штатного 48мм не хватит. Он пока едет.
Ход оси Z получился около 66мм, чего с запасом хватает как при работе со столиком с Т пазами, так и если его убрать. При необходимости, есть возможность опустить шпиндель ниже, почти на 36мм, если вдруг задачи этого потребуют. Высота обработки осталась старая, 45мм. Это из-за того, что я опустил нижнюю планку оси Х и ось Y поднялась из-за перехода на рельсы. Решением вопроса, могли бы стать более высокие боковины, например из стали. Но это была бы уже совсем другая история. Хотя и этого нельзя исключать.
И любимое мое занятие. Отжимание шпинделя с контролем по индикатору, чуть было не сорвалось, потому что я уронил свой стрелочный индикатор и тот перестал чего либо показывать. Внутри там что-то отошло и потерялся контакт между шестеренкой и зубчатой рейкой. Странно, но я не стал ничего гнуть, а просто заказал себе за 600р еще один такой же. А все измерения стал проводить на электронном, с шагом в 0.001мм.
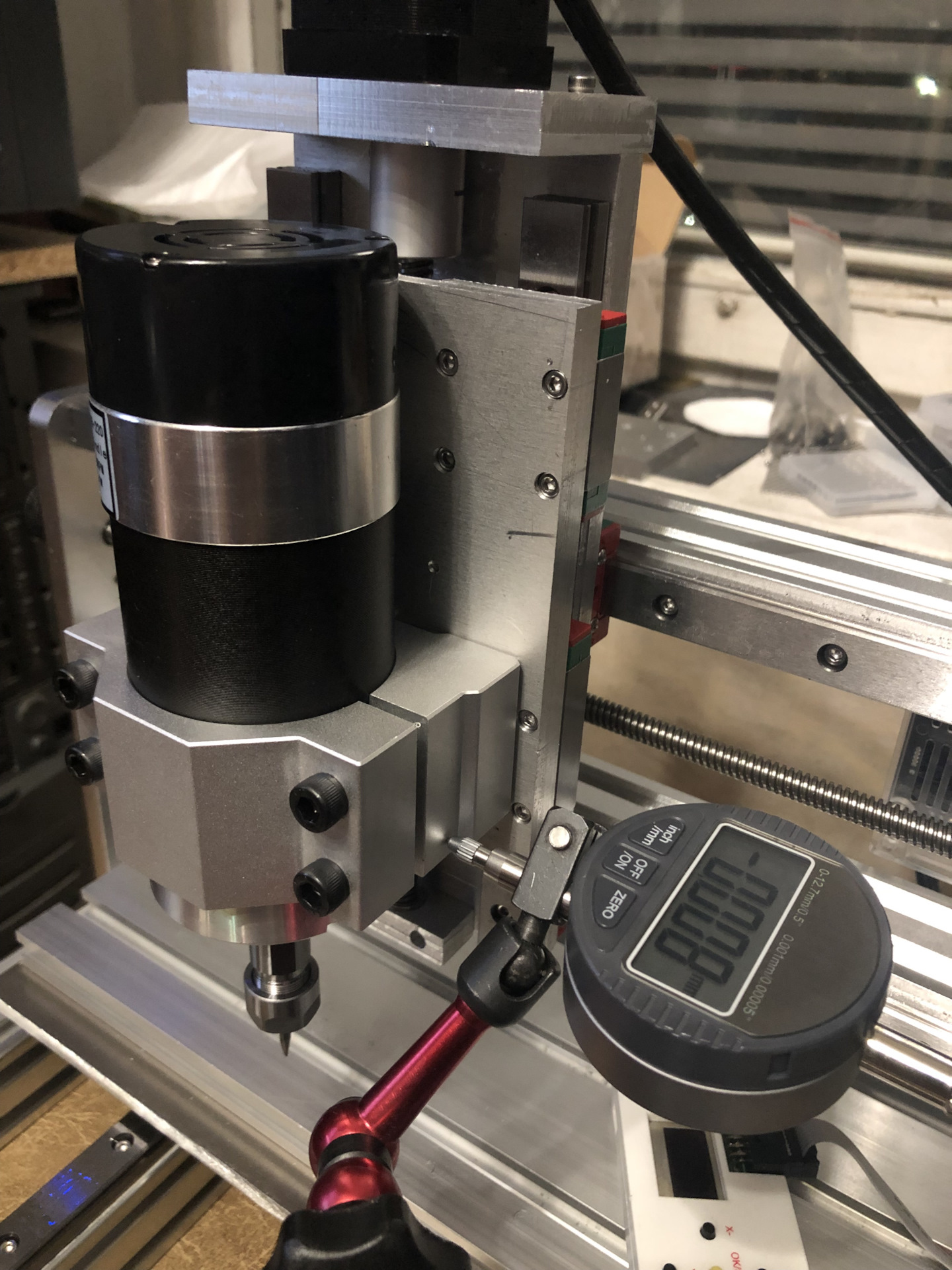
Боковые усилия на ось Z более не приводят к сильному смещению шпинделя. У меня получилось дотянуть до 7-8 соток в одну сторону и 2-3 в другую. Вверх, шпиндель отжимает еще меньше, не более 4-5 соток. Дальше я боялся его сломать. В целом, по оси Z, улучшение почти в 2 раза из-за более широкой посадки на ось Х.
И больше всего бы мне сейчас хотелось попробовать станочек в деле, но увы. Для этого необходимо подключать моторчик к драйверу и новому блоку питания. А я пока этого так и не сделал, потому что дико задолбался пилить алюминиевые пластины для оси Z.
Все таки, подключил, собрав на проводах и соплях.
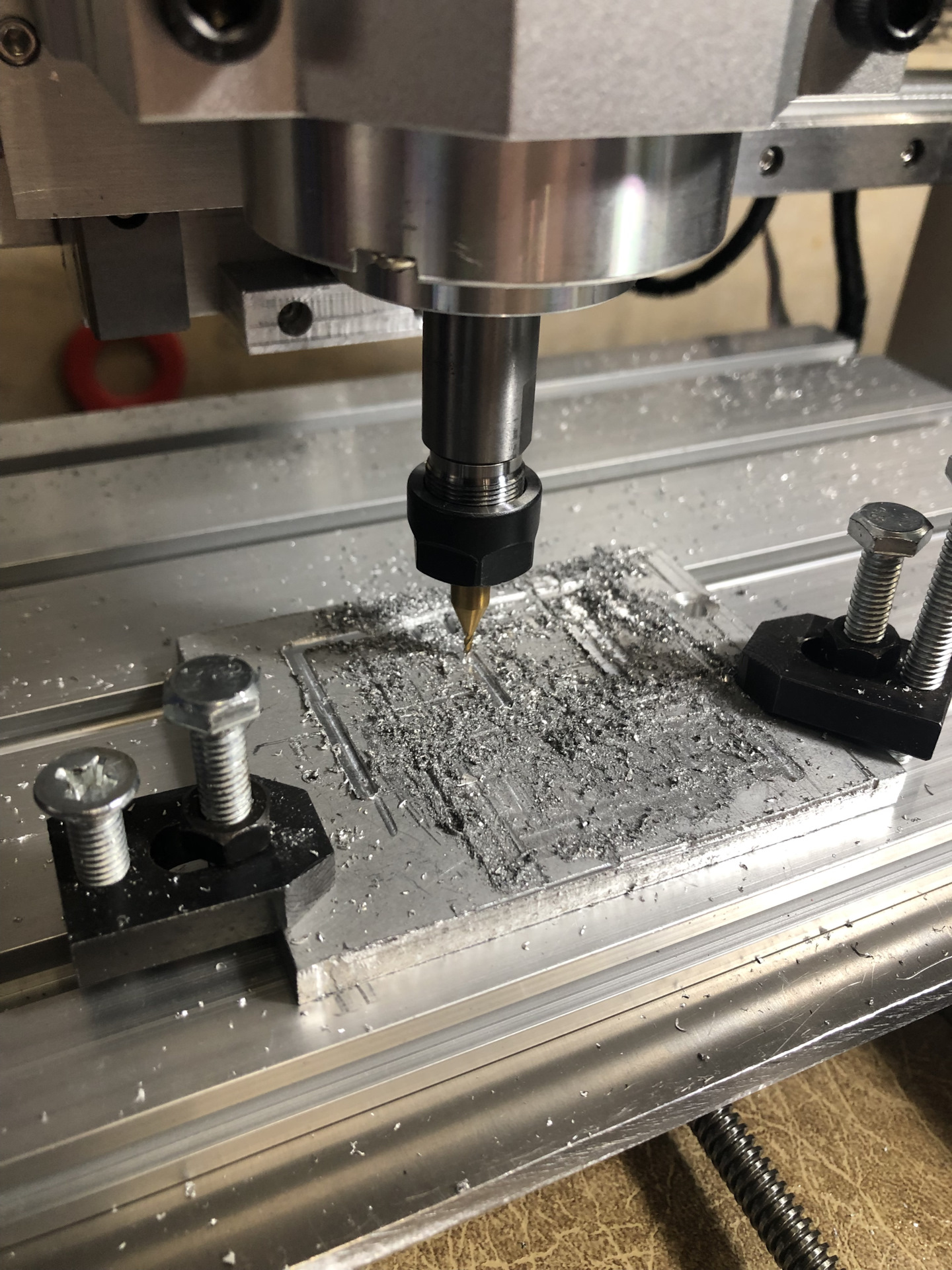
Фреза теперь свободно двигается по заготовке, ее не отжимает.
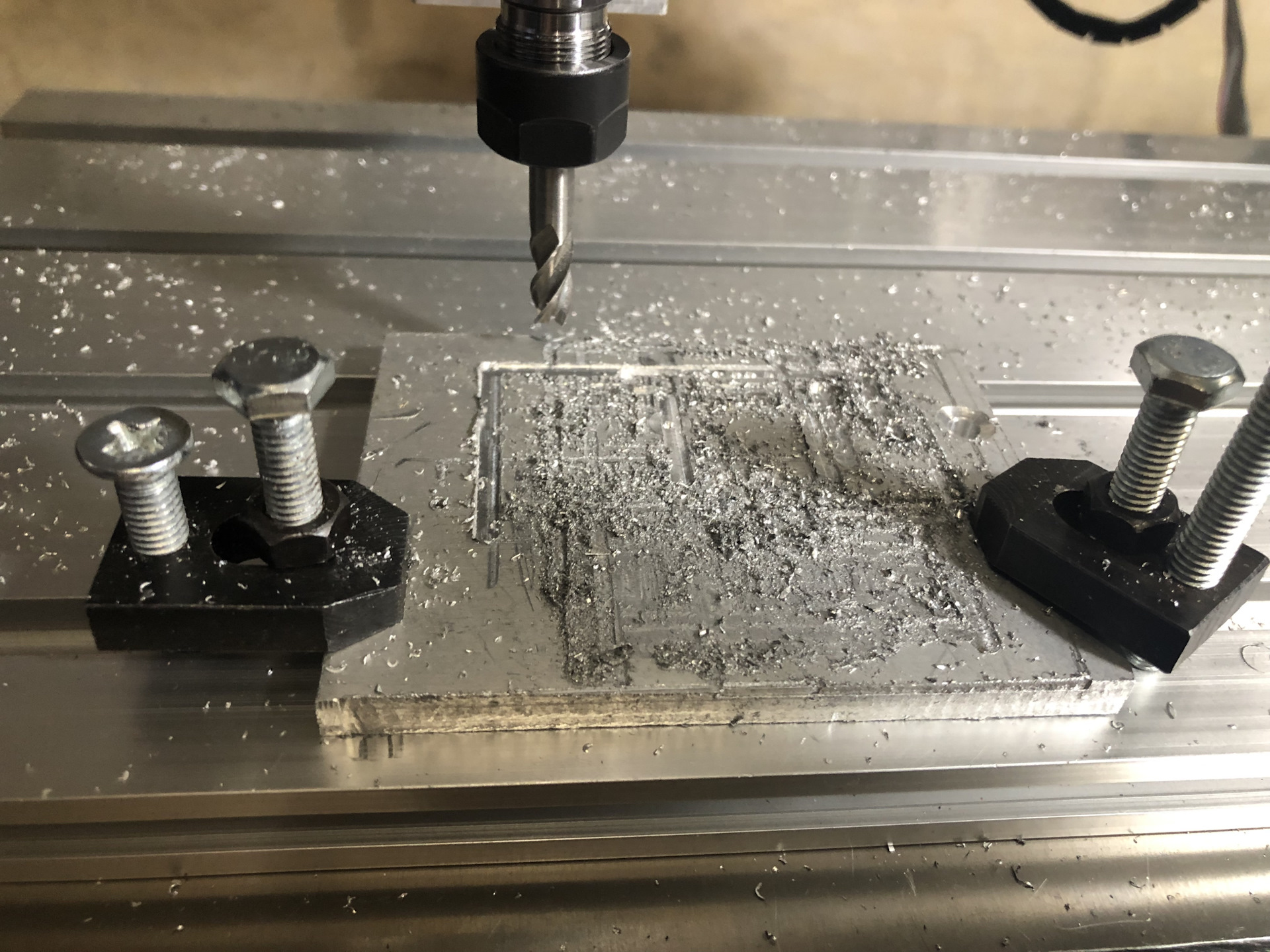
Пробовал пилить разными фрезами, от 1.5 до 6мм. Доехали двуперые специально для алюминия, потом пробовал на своих старых, 4-х лепестковых, тоже все путем.
Сразу ощутил, что стало доступно сверление, чего раньше не было. Фреза уверенно входит в металл, без попыток уйти в сторону.
Теперь нужно еще немного доработать ось Y, потому что вылет оси Z изменился. И установить электронику.
(продолжение следует)
Комментарии 11
Хороший тюнинг, дорогой.
Сам тоже хочу 3018про оттюнячить.
Индикатор надо было упирать в ось шпЫнделя. Именно там интересно сотки видеть.
А сток на сколько отклонялся?
Тут мне надо было точно по середине просверлить сталь45 болванку Ф30(гайка(и) к съёмнику). Еле на 1.5мм начал влезать(Z-0.5 F5) с маслицем, еле лезло, обороты по ПК 400-600, более сверло горит. Когда стал рассверливать 2.5мм, так мотало Z. Аж мм-тры на глаз было видно. Первую деталь удачно и точно по центру "проткнул". Рассверливать дрелью в тисках. Вторую начал без масла. На глубине 10…12мм сверло заклинило. Не успел отжать кнопку сзади. Плату убил. D409 не прикоснуться(выпаял, рассыпался) и обвес вокруг тоже в хлам. Спорт интереса может когда и починю.
Результат: гайки всё же успел сделать, съёмник получился.
Плату заказал другую со сменными драйверами. Буду защит вешать и индикаторов тока, напруги и тд.
Станок, даже с рельсами, не сильно жесткий даже по меркам CNC. Я сравниваю с фрезером Jet JMD-1, который тоже мало что мог по стали, так что пришлось переехать на Корвет 414.
Но на тот момент, когда возился с CNC 3018, были задачи именно по цветмету, так что я просто убрал основные проблемы штатной головы и направляющих, так что он смог грызть алюминий и латунь.
Осталась старая плата, моторчики, валы без швп, ну короче, это все равно не для массового производства чего-то там.
Сейчас бы уже делал на стальном каркасе, с швп на всех осях, моторочиком более мощным, но такое можно и купить от умельцев, так что это более правильно, чем снова тратить время. Там нормальная плата для мач3, все располагает больше к самой работе, а не к постоянной доводке, как с китайскими CNC.
Да, Корвет 414 это классный для металла.
Я полностью согласен что из "пластилина" много не выжмешь.
Много изучал в инете про cnc и уже давно понял что или станок на чугунине надо или из швеллеров городить.
Я давно и далеко от производства и с ножовкой, болгаркой много не сделать. Пытаюсь как то затраты/выход/результат болтаться между дрелями, кустарный токарный (из СССР от умельца) и тд.
Я любитель… и автоЛюбитель. С авто только сам. Вот под это и всякие приобретения типа 3D print, CNC.
Читаю рассматриваю что можно, сколько бюджет, какой толк.
CNC купил 2019 под печ платы и под какую-то фрезеровку, на попробовать. Так несколько раз лазером попробовал, п/платки по фрезеровать и тд. Только сейчас серьёзно пригодился. Главное всё под рукой. 2-3дня и гайки сработаны. Понятно что то по серьёзнее, надо бежать до токаря и фрезеровщика.
Вот съёмник удалось сделать. Аналог зарубежного от 25тыр. Нужно на раз/два, аккуратно вынуть кольца подшипников из корпуса редуктора и раздатки. Не могу как все кувалдами и тд.
Очень понравилась Ваша работа по 3018 и описание. Наяву всё видно, что можно, что получается.
Так же и в снс3018ру изучал.
Хороший материал, накидал себе в блокнот.
Ох, чую, что к концу от родного CNC кроме болтов и проводов ничего и не останется…
Вся платформа пока родная, кроме оси Z. Каркас, направляющие, моторы и мозги электронные, тоже пока используется штатное. Валы поменял на рельсы и чуток изменил геометрию
А что за станок я извиняюсь?)
CNC 3018
Фрезер или что-то другое?)
Портальный фрезерный станок начального уровня CNC3018 Pro Metal после небольшой переделки.
А что примерно может?
Спасибо
А базе может пластик и некоторые породы дерева дырявить. После доработки, уже цветмет грызет небольшими съёмами. Такие раньше брали, чтобы платы печатные прорезать, вместо травления. По сути, функционал на уровне 3д принтера. Только тот печатает, а CNC 3018 дырявит.