

Необходим ли в хозяйстве микрометр?! В большинстве случаев хватает штангенциркуля, если конечно хобби или основной вид деятельности не связан с точностью измерений.

Приобретение микрометра, в моём случае, это больше чем простое любопытство, когда потом инструмент отправляют на полку пылиться.

Повод, был. Сервисмены однажды огласили, что регулировка тепловых зазоров клапанов, на моей Гранте, не требуется. У меня закрались сомнения. А снималась ли вообще клапанная крышка?!
Учитывая, что в тот момент, моя просьба проверить свечные зазоры за отдельную плату, была проигнорированна, принял решение. Под контролем опытного товарища, снять клапанную крышку и самостоятельно изучить матчасть. Во время организации рабочего места, возник микрометр с набором регулировочных шайб разного калибра.
…проехался по магазинам, выбирать не пришлось. В наличии был только один микрометр с требуемыми характеристиками. На что обратить внимание при покупке микрометра. По умолчанию, микрометр должен быть без видимых механических и иных повреждений или затёртостей. Всё должно переключаться, плавно вращаться, трещать и показывать.
Важным моментом, при беглом осмотре перед покупкой, являются две плоскости измерительной головки. В положнии "0" (ноль/ноль), не должно быть никаких зазоров на просвет, а измерительная головка в этот момент, должна быть чистая. В комплекте микрометра, должен быть ключ для калибровки.
Поняв, что же на самом деле из себя представляет процесс регулировки тепловых зазоров клапанов, не спеша, приступил к изучению микрометра. Если со штангенцирулем и его точностью всё ясно, за что большое спасибо учителю труда средней школы и системе образования СССР, то изучение микрометра, с его точностью в сотые доли (0.01мм.), заняло некоторое время.
Как оказалось, принцип измерения почти такой же, как и на штангенциркуле. С одной лишь разницей, что в штангенциркуле сдвигаем, а в микрометре вращаем.
Но есть нюанс. Если в обычном штангенциркуле, "подвижная шкала" показывает нам миллиметр, который разделён на десять частей и по такой шкале получаются измерения с точностью в одну десятую миллиметра (0.1мм.), то на вращающейся шкале данного микрометра, миллиметр разделён уже на "сто" частей и точность измерений выше, до одной сотой доли миллиметра (0.01мм.)
Особенностью шкалы ручки микрометра является то, что на шкале нанесён не целый миллиметр, разделенный на сто частей, а только его половина. То есть, при полном обороте от "0" до "0", ручка сдвигается всего на полмиллиметра. Соответственно, после двух полных оборотов, она сдвигается на миллиметр. Визуально убеждаемся в этом, глядя на измерительную головку.

*Примечание №1. На шкале ручки, цифрами и делениями между ними, обозначено:
(0) 50 = (0.50мм.) или (0.5мм.)
+ 0.05мм.
45 = (0.45мм.)
+ 0.05мм.
40 = (0.40мм.) или (0.4мм.)
+ 0.05мм.
35 = (0.35мм.)
+ 0.05мм.
30 = (0.30мм.) или (0.3мм.)
+ 0.05мм.
25 = (0.25мм.)
+ 0.05мм.
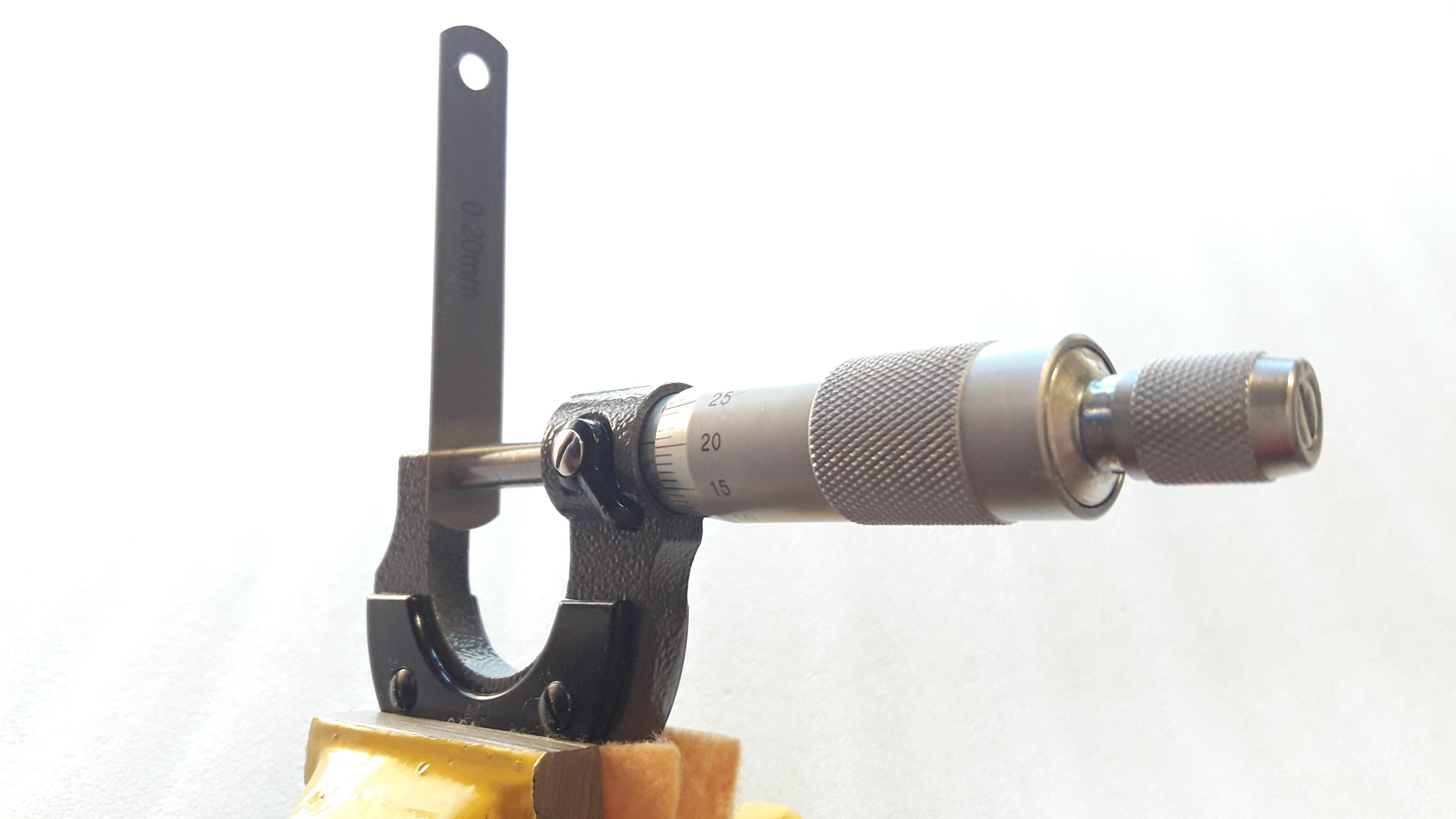
20 = (0.20мм.) или (0.2мм.)
+ 0.05мм.
15 = (0.15мм.)
+ 0.05мм.
10 = (0.10мм.) или (0.1мм.)
+ 0.05мм.
5 = (0.05мм.)
+ 0.05мм.
(0) 0 = (0.00мм.)
* Примечание №2.
Совпадение "0" на ручке с "нулевой чертой", означает:
1. Размер, равен 0.00мм.
2. Размер, равен 0.5мм. или 1мм.
3. Размер, равен нескольким миллиметрам и ещё плюс 0.5мм.
А почему на вращающуюся шкалу микрометра, нанесена градация только половины миллиметра? Возможно, это компромис, между технологией производства самого микрометра и удобством его использования. Недостающие полмиллиметра, мы видим на другой шкале, неподвижной. Которая сверху пронумерована и под которой проходит "нулевая черта". Под чертой и находится та самая дополнительная, миллиметровая шкала без цифр, которая имеет смещение на "недостающие" полмиллиметра.

Пример №1 (3.50мм.)
Приступаем. Вращаем микрометр.
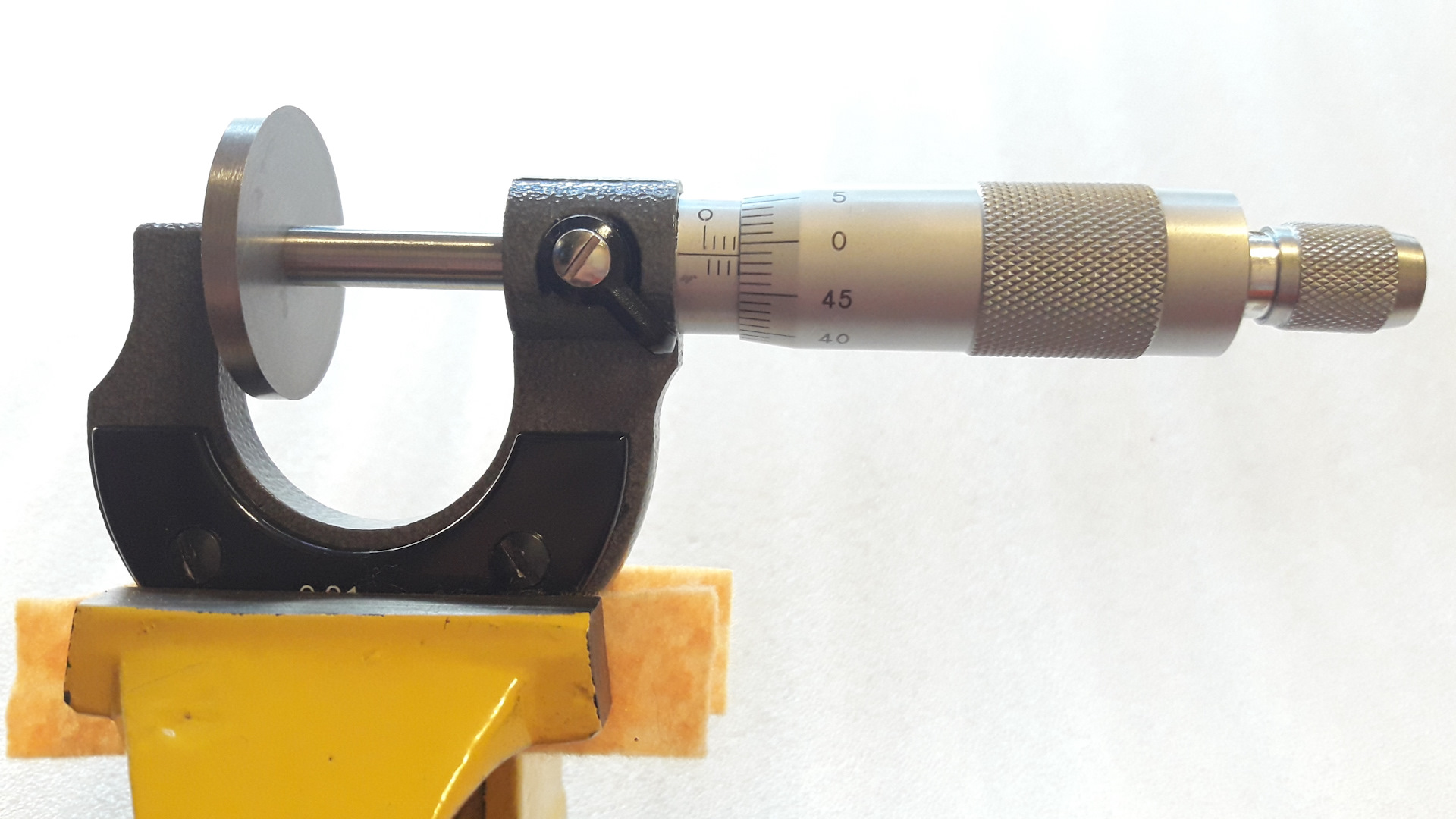
Куда смотреть? Первое, смотрим на верхнюю, неподвижную шкалу с цифрами, которую "открывает" вращающаяся ручка. А также на "0" ручки, чётко совпадающий с "нулевой" чертой на неподвижной шкале.
Что видим? На неподвижной шкале с цифрами, видим целые миллиметры. В данном примере, их ровно "три". (3мм.)
По смещённой шкале видим совпадение по риске. Это означает, плюс полмиллиметра (0.5мм.) к ранее посчитанным "трём" (3мм.)
Суммируем цифры и получаем показания микрометра: 3мм. + 0.5мм. = 3.50мм.

Пример №2 (3.60мм.)
Неподвижная шкала: 3мм.
Смещённая шкала: + 0.5мм. (т.к по шкале на ручке, показания "0" и более.)
Шкала на ручке: 10 (где "10", это 0.10мм. или для простоты восприятия 0.1мм., см. примечание №1)
Складываем: 3мм.+ 0.5мм. + 0.10мм.
Получаем показание микрометра: 3.60мм.

Пример №3 (3.65мм.)
Неподвижная шкала: 3мм.
Смещённая шкала: + 0.5мм.
Шкала на ручке: 15 (где "15" для удобства, это (0.1мм. + 0.05мм.)
Плюсуем: 3мм. + 0.5мм. + 0.1мм = 3.60мм.
Плюсуем: 3.60мм + 0.05мм.
Получаем: 3.65мм.
*В принципе, не важно как считать. Как удобнее, так и производите подсчёт.

Для точности и удобства использования, зажимаем микрометр в тисках. Проверяем "0". Достаем первые попавшиеся регулировочные шайбы.




Достаём ещё шайбу. Промеряем.
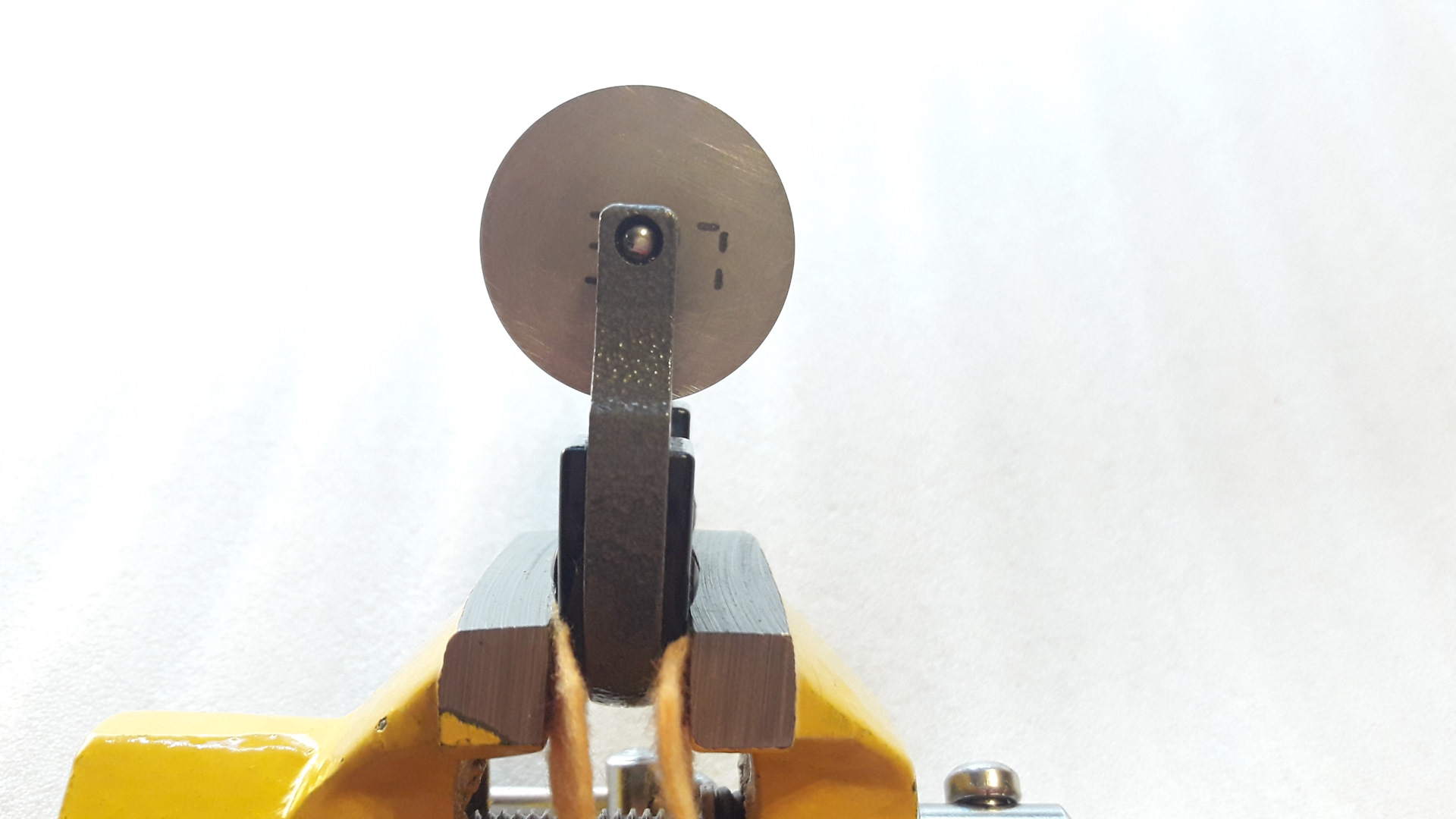
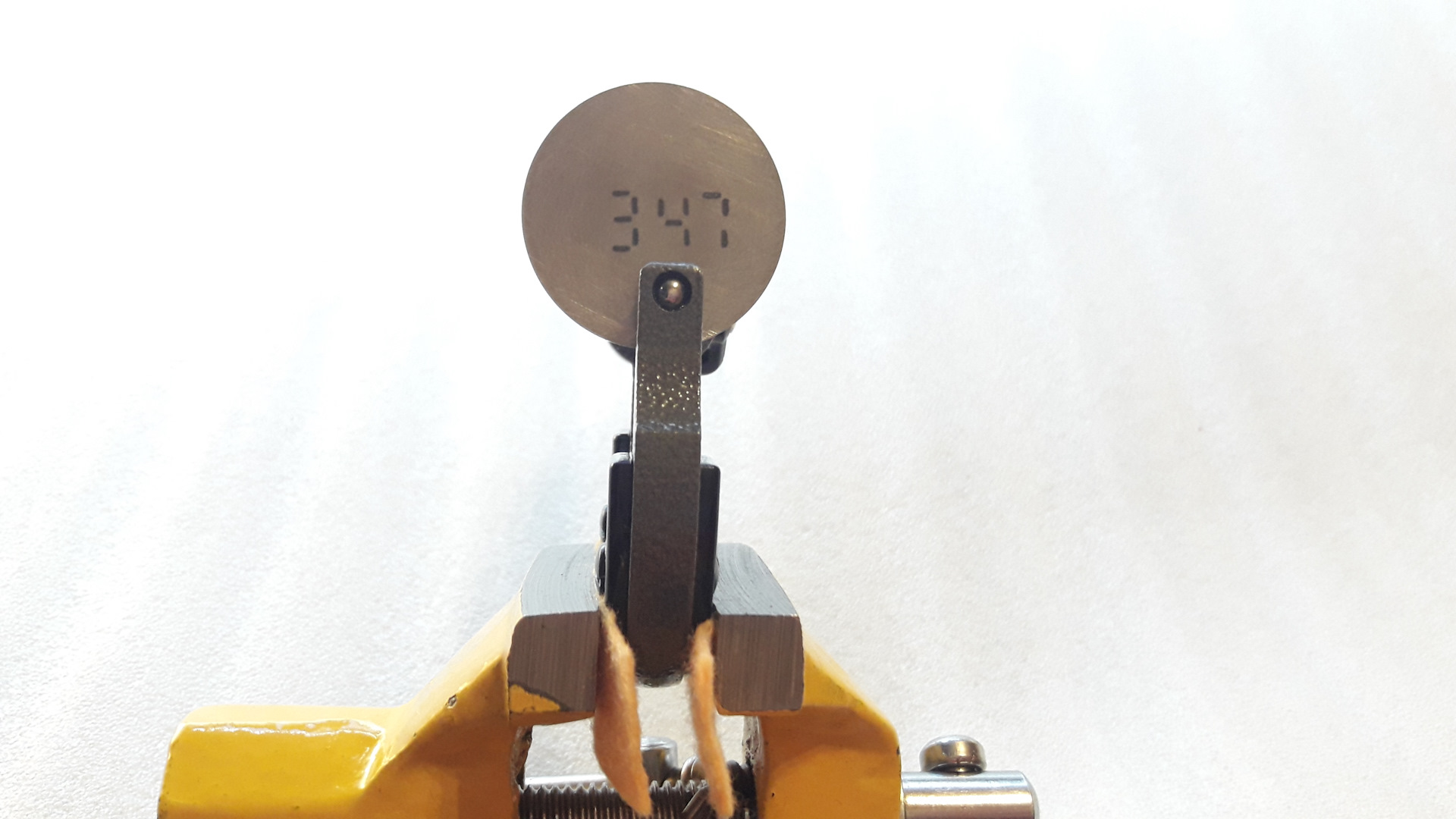
Поняв, что не все шайбы соответствуют тем цифрам, которые на них нанесены, проверяем щупы. Данные щупы короткие, держу на всякий пожарный, как резерв. Смотрим, что покажет микрометр. Щупы, новые.



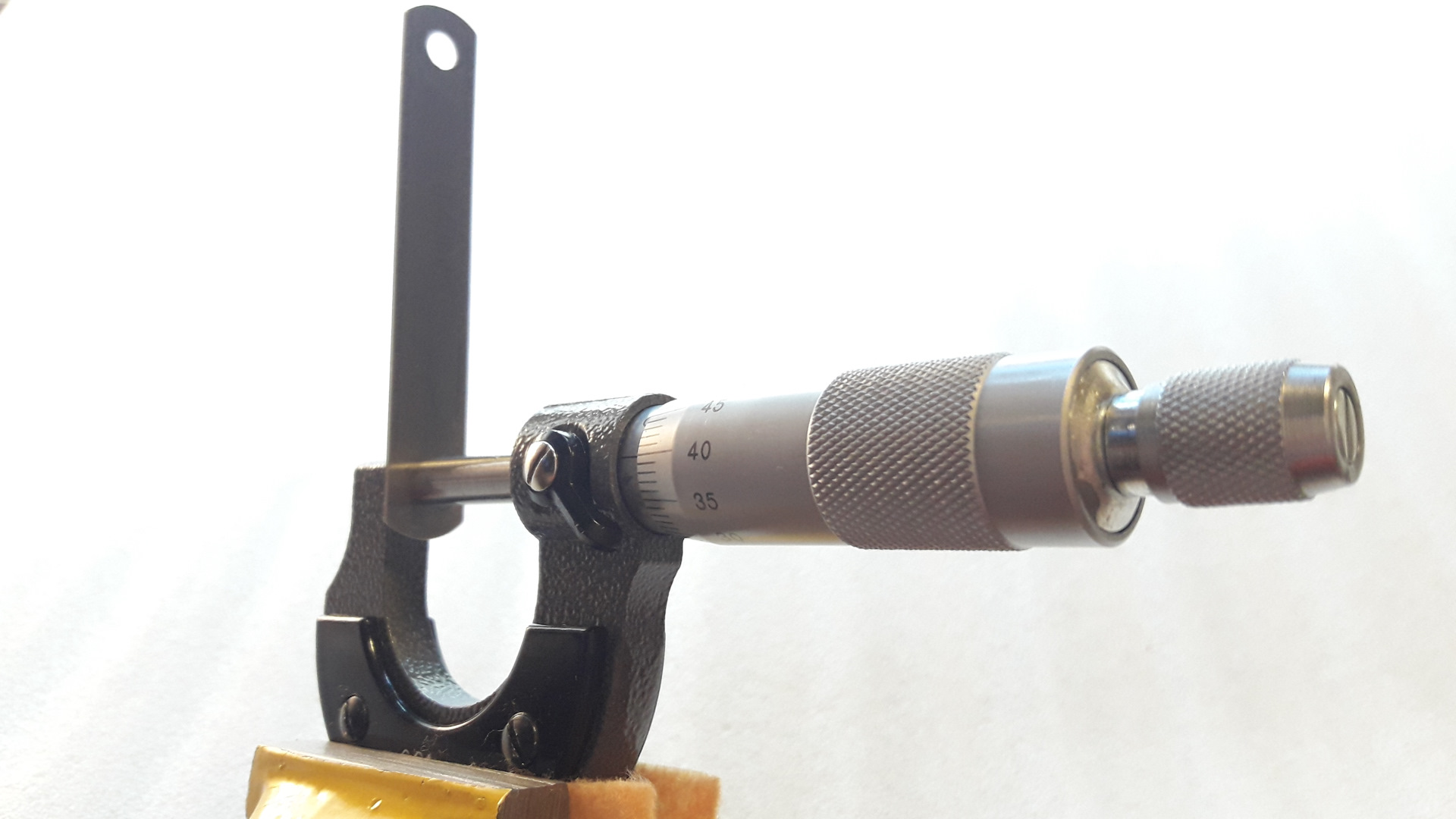
Используя микрометр и четыре набора китайских щупов, собрал один рабочий комплект, годный к использованию. Рабочие щупы сейчас в смазке, доставать лениво. Вот их замеры…
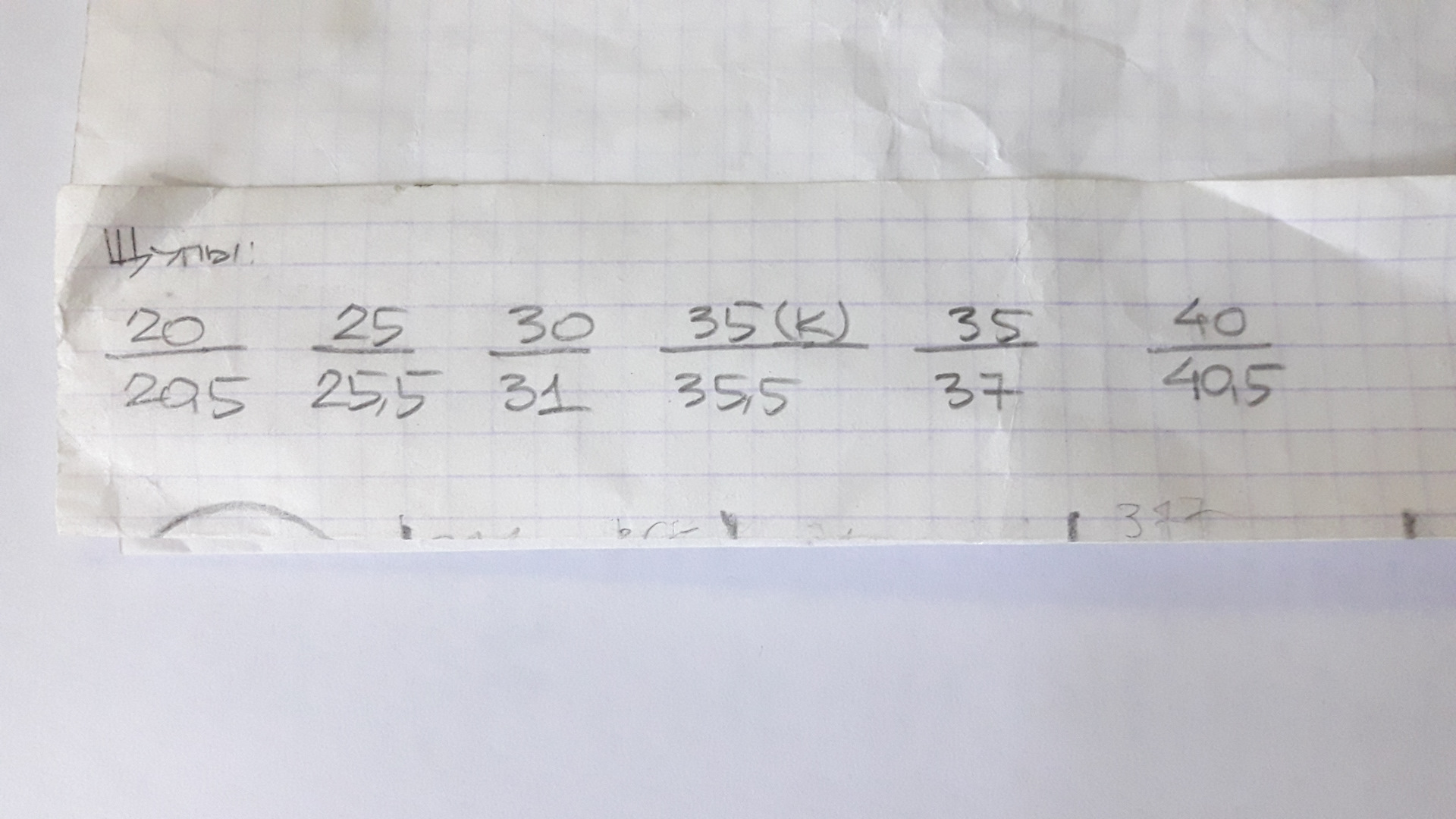
Человеческий фактор, плавающие размеры шайб и щупов, вот теперь стало ясно, какие тепловые зазоры получают наши двигатели после криворуких "мастеров".
* Уход и эксплуатация (коротко).
В интернете, много вариантов по уходу за микрометром. Какой из них правильный?! С учетом того, что мне микрометр нужен для определённы задач, я не знаю.
Для себя понял главное, что при работе с микрометром, важно не делать резких движений и усилий, т.е. всё надо делать плавно. Тогда микрометр, будет служить долго.
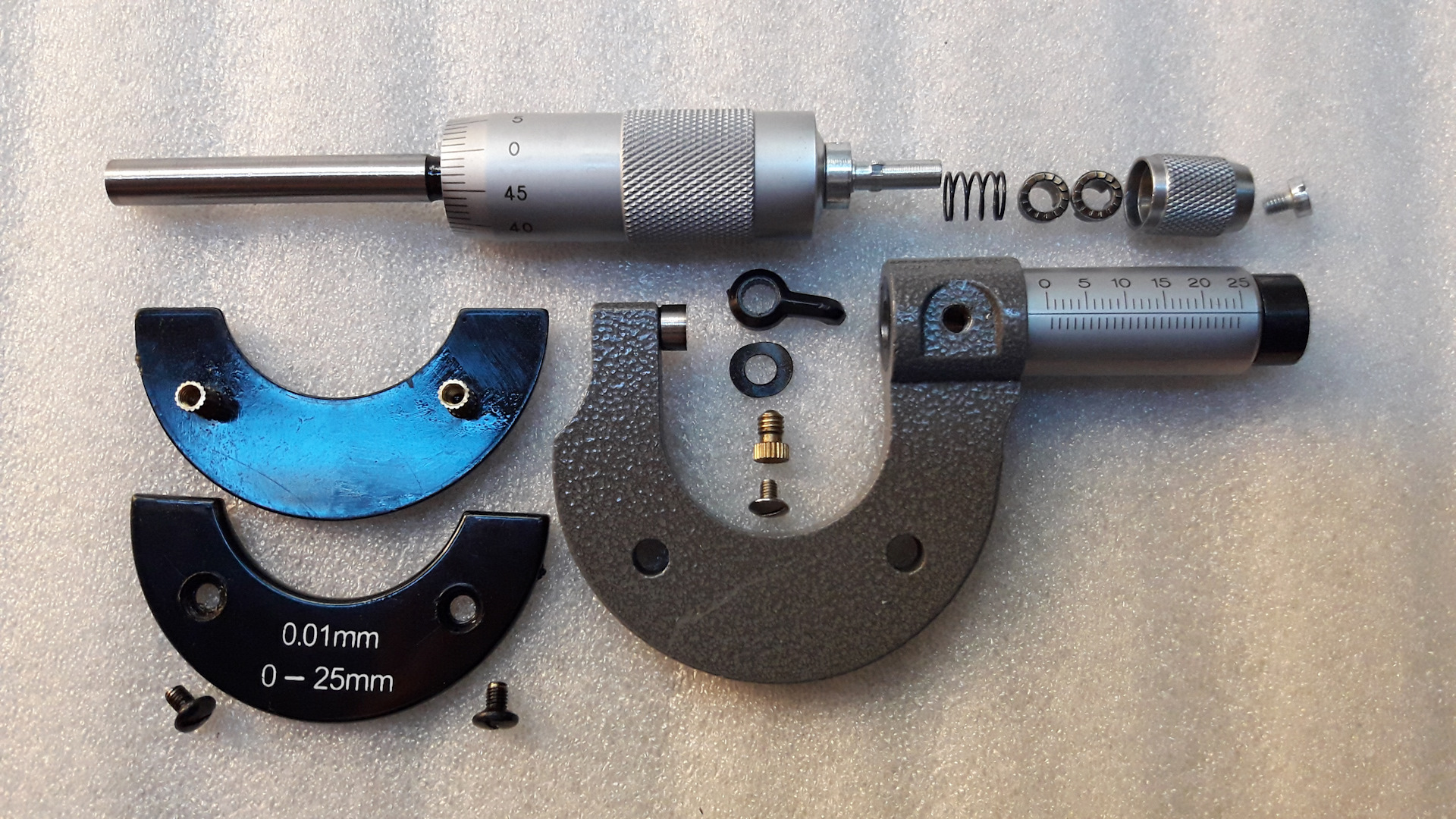
После покупки микрометра, полностью выкрутил ручку и поменял смазку. Ещё при осмотре в магазине, что то в резьбе заедало. Как и предполагал, в резьбе был зусенец. Смазка, а она же и средство для консервации при хранении, это масло трансмиссионка полусинтетика 75w90 GL-4 от Лукойла.
Пару десятков раз полностью прогнал ручку по новой смазке. Все работае, как и должно быть. Затем, почти полностью разобрал микрометр. Всё почистил, смазал и отрегулировал.
Перед использованием, стараюсь выдержать микрометр и предмет измерения при одинаковой температуре. Лишнюю смазку, перед началом работ, удаляю.
Перед каждым измерением, пару раз проверяю "0", прогоняя ручку почти по всей резьбе. Измерительную головку перед использованием чищу, зажимая писчую бумагу. При измерениях, вращаю ручку микрометра только трещеткой. Как только головка уперлась в предмет, докручиваю трещеткой три раза. Всё, замер готов.
После использования, обязательная чистка и смазка маслом. На хранение, выствляю зазор на головке 0.1мм. Стопорный рычаг зажимаю без фанатизма. Микрометр храню в п/э пакете, который лежит в штатной коробке.
Для БЖ Константин W1293 на DRIVE2.RU 20.07.2019г.©




Комментарии 8
Браво ! Наглядное пособие устройства, пользования и хранения мерительного инструмента. Хоть сейчас можно на работу в Центр стандартизации и метрологии метрологом ! 10 500 Вам в карму!
Всё верно, только шайбы измеряю немного в стороне от гравировки цифр, так как гравировка вносит свои погрешности, имейте это ввиду.
Спасибо!
Взял на заметку.
Видимо привирает немного микрометр. На одну сотую в большую сторону.
Добра!
Сотка, вряд ли. А вот полсотки, запросто. После того как поменял смазку, "0" не откалибровать было. Обезжирил и капнул сверху фиксатор резьбы в районе стопорного флажка, с обратной стороны, около выемки для ключа. После этого, "0" — больше не плавает :)
У меня на даче лежат два китайских микрометра — SCHUT и LEGIONER. Второй внешне — точная копия вашего. Just for fun надо бы проверить как у него с точностью.
Хотелось конечно, приобрести отечественный микрометр, но увы. За не имением своего, к сожалению поддерживаем экономику другой страны.
А я как-то не особо доверяю отечественным производителям. Понятное дело, что в советское время делали неплохое измерительное оборудование, но сейчас уже времена не те.